Fascination About Mfgs
Wiki Article
The Definitive Guide to Plastic Manufacturing
Table of Contents5 Easy Facts About Plastic Manufacturing Explained6 Simple Techniques For Manufacturing IndustriesThe Facts About Hon Hai Precision UncoveredThe 45-Second Trick For Lean ProductionThe Buzz on Plastic Manufacturing
The mould shuts as well as the process repeats. Pre-moulded or machined components can be put right into the tooth cavity while the mould is open, enabling the product injected in the next cycle to develop and also solidify around them. This process is recognized as Insert moulding and also enables single parts to include numerous products.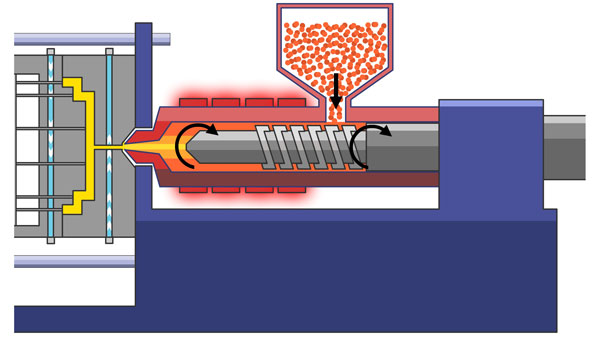
The plastic injection moulding market has actually progressed over the years from producing combs and also buttons to producing a vast range of products for lots of markets including automobile, medical, aerospace, customer items, playthings, plumbing, packaging, and also construction.: 12 Examples of polymers ideal suited for the process [modify] A lot of polymers, often referred to as materials, may be used, consisting of all thermoplastics, some thermosets, and also some elastomers.
Offered products include alloys or blends of formerly developed materials, so item developers can choose the product with the very best collection of properties from a large option. Major standards for option of a material are the stamina as well as feature required for the last part, in addition to the expense, yet likewise each product has various criteria for moulding that have to be taken right into account.: 6 Various other considerations when picking a shot moulding material include flexural modulus of elasticity, or the degree to which a product can be bent without damage, as well as heat deflection and also water absorption.
The Best Strategy To Use For Plastic Manufacturing
Applications include clasps for securing and separating outdoor-equipment webbing. Injection moulding makers consist of a material hopper, an injection ram or screw-type bettor, as well as a home heating unit.: 240 Also known as platens, they hold the moulds in which the elements are formed. Presses are ranked by tonnage, which expresses the quantity of securing pressure that the maker can apply.
Mould or pass away are the typical terms utilized to explain the tool made use of to produce plastic parts in moulding. Since moulds have been pricey to produce, they were typically only made use of in automation where hundreds of components were being produced. Common moulds are constructed from set steel, pre-hardened steel, aluminium, and/or beryllium-copper alloy.: 176 The option of product to develop a mould from is largely one of business economics; generally, steel moulds cost more to build, but their longer lifespan offsets the higher initial cost Related Site over a higher number of parts made prior to using out.
Examine This Report on Die Casting
Injection moulding die with side draws "A" side of die for 25% glass-filled acetal with 2 side draws. "B" side of die with side pull actuators. Standard 2 plates tooling core as well as tooth cavity are inserts in a mould base "family members mould" of 5 different components The mould is composed of two primary components, the shot mould (A glass suppliers plate) as well as the ejector mould (B plate).Plastic resin gets in the mould via a or gateway in the injection mould; the sprue bushing is to seal snugly against the nozzle of the injection barrel of the moulding equipment as well as to allow molten plastic to flow from the barrel right into the mould, likewise recognized as the cavity.: 141 The sprue bushing directs the liquified plastic to the dental caries pictures through networks that are machined into the faces of the An and also B plates.
(A) Sprue, (B)&(C)runner and also (D)entrances in actual shot moulding product for playthings The quantity of material needed to fill the sprue, jogger and also tooth cavities of a mould makes up a "shot". Entraped air in the mould can escape with air vents that are ground into the parting line of the mould, or around ejector pins as well as slides that are a little smaller than the openings preserving them.
The air can even come to be so compressed that it ignites as well as burns the surrounding plastic material.: 147 To enable removal of the moulded part from the mould, the mould features have to not overhang each other in the instructions that the mould opens up, unless components of the mould are developed to relocate from in between such overhangs when the mould opens utilizing components called Lifters.
The smart Trick of Manufacturing That Nobody is Talking About
The coolant absorbs heat from the mould (which has soaked up warm from the hot plastic) and maintains the mould at a proper temperature level to strengthen the plastic at the most effective rate.: 86 To relieve maintenance as well as venting, tooth cavities and cores are split into pieces, called inserts, and also sub-assemblies, also called inserts, blocks, or chase blocks.More intricate components are created utilizing extra complex moulds. These may have sustainable manufacturing areas called slides, that action right into a cavity vertical to the draw direction, to form looming part attributes. When the mould is opened, the slides are pulled away from the plastic part by utilizing stationary "angle pins" on the stationary mould half. manufacturing.
The component is after that expelled and the mould closes. The closing action of the mould creates the slides to progress along the angle pins.: 268 A mould can produce numerous copies of the same parts in a solitary "shot". The variety of "impacts" in the mould of that part is commonly improperly described as cavitation.
Sometimes, multiple tooth cavity tooling molds a series of various components in the same device. Some toolmakers call these moulds family moulds, as all the parts are relatede. g., plastic model kits.: 114 Some moulds permit previously molded parts to be reinserted to enable a brand-new plastic layer to create around the first part.
Hon Hai Precision Can Be Fun For Anyone
This system can enable for production of one-piece tires and wheels. Two-shot or multi-shot moulds are developed to "overmould" within a single moulding cycle as well as should be processed on specialist injection moulding machines with 2 or more injection devices. This procedure is in fact an injection moulding process performed two times as well as for that reason has a much smaller margin of mistake.The 2nd material, a various colour, is injection-moulded into those spaces - hon hai precision. Makers go to terrific lengths to shield customized moulds due to their high standard costs.
Report this wiki page